HOW TO MEASURE VIBRATION FOR MACHINE MONITORING AND FAULT DIAGNOSTIC APPLICATIONS
 Vibration measurements are very useful for condition monitoring of machines that employ rotating parts and for fault diagnosis of motors, transmissions, generators, blowers, and turbines. Key components of a vibration measurement system are the sensors, typically accelerometers or displacement transducers with associated signal conditioning if necessary, the data acquisition system with the ability to simultaneously sample multiple channels fast enough to capture the frequencies of interest with an external trigger for synchronization with the rotating mechanism, and the analysis software capable of processing the measured signals in the time or frequency domain and extracting the characteristic values of interest.
Vibration measurements are very useful for condition monitoring of machines that employ rotating parts and for fault diagnosis of motors, transmissions, generators, blowers, and turbines. Key components of a vibration measurement system are the sensors, typically accelerometers or displacement transducers with associated signal conditioning if necessary, the data acquisition system with the ability to simultaneously sample multiple channels fast enough to capture the frequencies of interest with an external trigger for synchronization with the rotating mechanism, and the analysis software capable of processing the measured signals in the time or frequency domain and extracting the characteristic values of interest.
In our latest White Paper, CAS DataLoggers outlines the basic techniques and software features of vibration measurement. Please utilize this entire White Paper or call an Applications Engineer at (800) 956-4437.
Contents:
- Introduction
- Machine Assessment
- Sensors Placement and Type
- Sampling Rates and Recording Settings
- Shaft Vibration
- Data Acquisition Benefits
- Summary

Typical vibration monitoring applications include:
- Machine monitoring
- Vibration/damage diagnostics in transmissions, bearings and shafts
- Test stands and individual parts
- Shaft/bearing vibration in hydro & gas turbines/generators
- Air compressors/fans/blowers
- Gearboxes and engines
All of the above pieces of machinery and equipment have rotating parts which are vulnerable to damage. When machinery is run at a resonant frequency, any damage it sustains is increased over time; therefore personnel need to detect developing failures as early as possible. With the aid of a handheld meter or data acquisition system, operators can set up a system and give the information to an engineer or senior technician for later analysis or presentation.
To monitor vibration and decide on a measurement system, you first need to identify the key parameters of interest in your specific application. For example, a technician will monitor blower vibration differently than they will monitor vibration on a 1-megawatt generator.
Once you know the specific frequency bands of interest in your application, you’ll set any appropriate alarms for these. For example, after recording data, you can view the peak-to-peak values along with the RMS signal, i.e. the average level of the vibration.
Vibration Measurement Basics
Machines are exposed to many different vibrations (amplitudes, frequencies) originating from either the equipment’s moving parts or from other external sources. Sensor measurements provide users with information about a combined time signal. The objective is to extract these different harmonic vibrations from the combined wave.
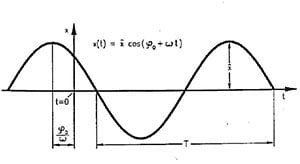
Harmonic Wave is defined by:
- Phase Angle (Phi)
- Amplitude (A)
- Frequency (f, Hz) (f=1/T)
- T (Time)= Duration for One Wave
Popular Characteristics:
Sm = Peak Value
Spp = Peak-to-Peak value
Sm = Mean Value
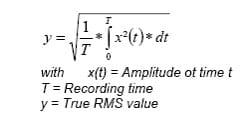
Seff = TRMS (True Root Mean Square)
The TRMS (Veff [mm/s]) is a very important characteristic used to classify the condition of the equipment. Reference tables are commonly available.
What is the unit of vibration measurement?
The most common measurements users take in vibration monitoring applications are:
- Acceleration g = 9.81 [m/s2]. Acceleration is an object’s rate of change of velocity. Acceleration shows the direction and rate at which velocity is changing.
- Velocity V [mm/s]. Velocity is an object’s rate of change in position. Average Velocity is Displacement divided by Time.
- Displacement (aka Deflection) S [µm]. Displacement is a measure of the overall change in position of an object.
In another common application, Shock measurement, users record data and later view it searching for a single event.
Machine Condition Monitoring:
Machine condition monitoring is one of the most critical vibration monitoring applications. Based on the physics of the given machine/equipment, users can determine the data they’re looking for, i.e. their frequency ranges of concern. In a typical application, users are looking for characteristic signals of machine failures, for example in hydroturbines, engines, etc. This requires collecting vibration data and viewing the peak-to-peak values.
For example when monitoring a hydroturbine, a technician can look at its specific design or machine datasheet and identify, given its listed RPM, (i.e. blade passing frequency), the frequencies of concern.
Given that there are frequencies beneath our hearing, personnel can’t always detect imminent machine failure just by listening for noise. Additionally, in many instances, if you hear a bearing rumbling, this is an indication that it won’t last much longer—sometimes just a matter of days or even hours. Therefore, condition monitoring is best performed using a vibration recording device.
Machine Assessment
Effective machine assessment encompasses:
- Shaft Vibration
- Bearing Vibration
- Bearing Condition
Vibration Measurement devices:
 Data is in analog signal form in vibration monitoring applications, although users can distill this down to one signal to summarize the data. Depending on the vibration data of interest, personnel may or may not want to use a simple handheld vibration meter to view a single characteristic value while displaying data trends. Alternately, users may just want to view the baseline value and a trend, so they’ll use one or two analog signals.
Data is in analog signal form in vibration monitoring applications, although users can distill this down to one signal to summarize the data. Depending on the vibration data of interest, personnel may or may not want to use a simple handheld vibration meter to view a single characteristic value while displaying data trends. Alternately, users may just want to view the baseline value and a trend, so they’ll use one or two analog signals.
Meters and modules are ideal for simple applications such as monitoring a factory motor by recording machine vibrations and reducing them to a single analog output. Moreover, a 4-20mA signal can then lead out to a PLC for effective process monitoring. This method gives users a quick way to loosely determine machine condition, but omits a great deal of information by condensing it in this fashion.
By contrast, in more complicated cases such as a 10 MW wind turbine, technicians will need to use a vibration monitoring system to accurately capture their data of concern. Advanced vibration measurement incorporates technology such as a built-in DSP for local analysis, multiple trigger inputs to handle different sample rates, and expansion support to include other signal types such as temperature.
Process Steps:
- Measurement of Vibration Data
- Calculation Characteristics
- FFT (Fourier Fast Transform) Spectrum Analysis
- Diagnostic Considerations: Operator Experience, Machine Datasheets, Trending over Time, Comparison to Standards
There are two vibrations of concern to be measured:
- Periodic: A periodic signal is a constant waveform, so analysis and interpretation are handled differently according to the individual machine. Every rotation conforms to a certain frequency. Many systems are designed to record periodic measurements for machine monitoring purposes.
- Non-periodic: An example of non-periodic, i.e. non-constant, signals is found when two pieces of metal collide in a machine. This type of vibration requires more engineering analysis than periodic signals do, owing to their spontaneous nature.
Sensors Placement and Types
Sensor placement:
Correct sensor placement is critical to gathering accurate, usable vibration data. As an example, when monitoring a generator, users can mount or bolt a few sensors onto the output shaft of a turbine, a few inside the generator, and a few more between the shaft and generator. Two sensors are typically mounted at 90° angles to get the X + Y axes.
To measure the vibration of equipment, the following two sensors can be used:
- For Shaft Vibration: (Relative Vibration): Eddy current displacement sensors [µm]
- For Bearing Vibration (Absolute Vibration):
- Accelerometer a [m/s2]
- Velocity sensor s [mm/s]
Shaft Eddy measurement:
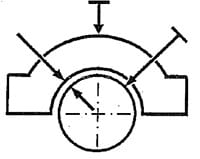
Current probes are used to measure the displacement of the shaft eddy.
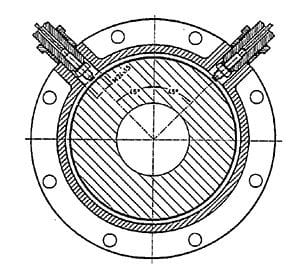
One possibility is to measure perpendicularly against the shaft center line. The maximum expansion that can be measured with eddy probes is about 8mm.
Another possibility is to measure against cones. The advantage here is that expansions of more than 8mm can be measured. The common cone angle of 14° provides a ratio of 1:4.
To process the Eddy Current signal, two options are possible:
- Option 1: Take the analog signal of the eddy probe and measure the gap voltage with a vibration data logger.
- Option 2: Take the analog signal of the eddy probe and process the signal using the vibration data logger. Configure a characteristic channel forMean Value and use this value to calculate the expansion on cone level. Afterward apply the SIN calculation.
Characteristic Monitoring:
Characteristic Frequencies:
Typically users have one or several known characteristic frequencies which they need to monitor. For example, a bearing’s frequency characteristics include particulars such as the diameter of the bearing’s rollers, or in the case of a shaft, it turns at a certain frequency.
For the analysis of a large and defined spectrum (e.g. from 10Hz to 0.001Hz), all different components are considered in the calculation of the characteristics.
Sampling Rates and Recording Settings
Sampling Speed:
When looking for a device to record vibration, the speed at which you want to sample data (sampling speed expressed in Hz) depends on the equipment you’re monitoring. Common examples include:
- Large turbine = 10 Hz (revolutions) per second
- Standard electric motor: about 1700 RPM = 30Hz per second
- Air compressor = 1700-3600 RPM
- Large gas turbine = Can rotate as fast as 40,000 RPM, with frequencies around 1,000 Hz.
It is important to choose the appropriate sampling rate according to the given application. The rate should be 5-10 times faster than the highest process frequency to have a proper time signal curve. As a rule, sample at least 2 times faster than the maximum frequency of the process.
Note that if the sample rate is equal to or smaller than the process frequency, users will get unusable results.
The Alias Effect is an expression for measuring a frequency which does not exist in reality due to low sampling rates. Some data acquisition software has an Alias Filter that can be activated for every sensor input.
Speed Measurement:
The best way to measure speed is to use a frequency input on a data logger. This requires a digital signal.
The other option is to take an analog signal from an eddy current probe’s input to the data logger and create a characteristic channel in the datalogger’s software called ‘Rotation Speed.’ A level of 900 µm is considered a good level to detect the peak of each revolution.
Limitations of Analog Rotation Speed Measurements:
The disadvantage of measuring speed from an analog signal is in attempting to configure the correct sample rate. The speed measurement only works correctly for certain sample rates for certain speed intervals.

Recording Settings:
Sensors:
- Vibration Severity sensors: These measure acceleration and provide the TRMS for velocity.
- Displacement sensors: Displacement sensors use the Eddy Current principle to measure the distance between the sensor head and e.g. the rotating shaft. Thus they are useful for monitoring shaft displacement on large pieces of equipment or for measuring rotor vibration.
Raw measurement data is directly processed on a vibration data logger or data acquisition system which can then transfer calculated data to a PC for later analysis using specialized software.
Time Signal:
The time signal is the initial and original input from the sensor. Data from the sensors will be used to calculate all characteristics (indicators) afterwards.
The TRMS value is calculating using the Time Signal.
Based on the Time Signal, the FFT-Spectrum can also be calculated.
Shaft Vibration
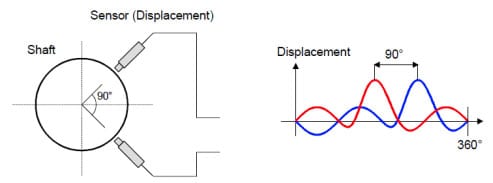
Shaft vibration measurement is very useful for monitoring turbines in condition monitoring and fault diagnostics applications. The connected sensors measure the gap (distance µm) between shaft and bearing.
If two sensors are installed at a 90° angle, it is possible to visualize the eccentricity (movement) of the shaft center.
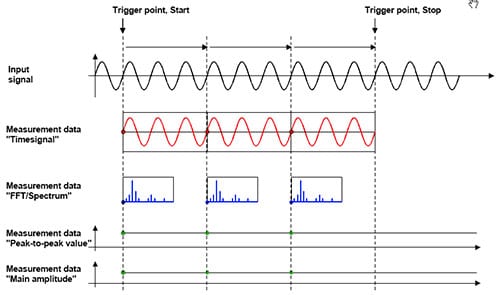
Continuous Sampling:
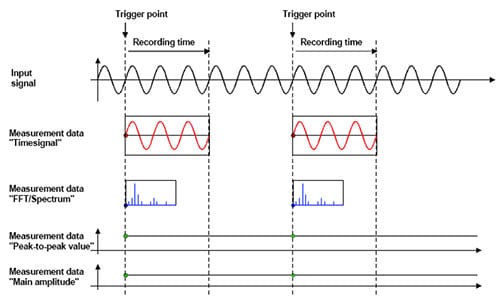
Non-Continuous Sampling:
Fourier Fast Transform (FFT):
Using the FFT algorithm, users can take a signal within a time domain and reference it with a frequency domain. Using a data acquisition system with a built-in FFT function, users perform the transform to extract the information from the raw signal. By taking a time signal and running it through an FFT algorithm, users can divide it into frequency bins. In this way, users can view the time/frequency resolution, i.e. process the data in real-time.
During configuration, many systems allow you to set parameters for the FFT or to pick FFT options from a software library.
Rotation Speed:
The Rotation Frequency should be obtained from a digital pulse.
RMS value:
It is possible to calculate the RMS values for up to 3 individual frequency ranges from the FFT-spectrum. It is also possible to link the frequencies to different rotation speeds.
Main Frequency and Amplitude:
From the FFT-Spectrum, users can also extract the characteristic Main Amplitude and Main Frequency.
Phase of Main Amplitude:
To calculate the phase angle, users must record/detect a clean trigger signal after each revolution of the shaft.
From the time signal, the phase angle of the main amplitude can be calculated.
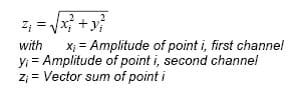
Maximum of Vector Sum:
With the phase angle, the position of the maximum amplitude is indicated.
With the maximum of vector sum, it is possible to calculate the height of the amplitude.
Waterfall/Cascade Charts:
Waterfall (aka cascade) diagrams display an entire range of frequencies changing over time. This provides users with a high level of detail over the long term.
Data Acquisition Benefits
Using a Data Logger for Expansion Calculation:
You can use a calculation channel to calculate the differential expansion on cone level.
You can also apply SIN calculation to know the absolute expansion in shaft center line direction.
Special Data Logger Trigger Features:
Using a data logger, it is possible to analyze signals before certain trigger events happen.
The pre-trigger can be configured in individual rates (expressed as percentages) which will then apply to all sensor inputs. This feature is very useful for fault tracing.
Advanced Measurement System Software:
Many systems on the market are designed specifically for vibration measurement and allow users to simply input their frequencies, while other devices have a vibration option. As a high-end example, modern systems are capable of sampling speeds of 1,000 samples/second and of computing 1,024-pt FFT, while monitoring vibration on 4 channels. Users can then give the info to whoever needs it for analysis or presentation.
Data acquisition software includes several vibration-specific analysis functions including:
- Polar diagrams
- FFT charts of magnitude and phase vs. frequency
- Shaft centerline charts
- Bode plots
- Spectrograms and waterfall charts
The different diagnostic characteristics can be used to configure individual control screens according to customer needs. To learn more about Vibration Data Acquisition Systems click here.
Summary
With effective vibration monitoring, operators can monitor every characteristic in regard to limit values in order to visualize alarms. Depending on the parameters, the engineer can monitor and fully analyze equipment status for preventive maintenance actions. After some initial setup and configuration, technicians can rely on vibration monitoring as an effective early detection method for machine damage or failure.
View our selection of Vibration Measurement Data Acquisition Systems
